行业新闻
发布时间:2022-05-16 浏览次数: 来源:未知
2018年还处在“生产地狱”的特斯拉正在用一体化压铸技术引领汽车的生产制造变革。
先是2022年2月,一起特斯拉倒车时与墙角相撞、维修费需要20万元(新车28万元)的单边事故让原本只在汽车圈内闻名的“一体化压铸”技术被普通公众知晓。
然后是3月、4月,特斯拉柏林工厂和得州工厂先后开业,铺天盖地的报道和一条无人机高难度穿越柏林工厂生产线拍摄的视频让“一体化压铸”再次被频繁提起。
全世界汽车生产的四大工艺都是冲焊涂装,第一步将钢板冲压成小零件,然后把小零件焊接成大部件乃至白车身。特斯拉一体铸造是把冲压改为压铸,前两步合成一步,直接铸造出大部件。
这不仅改变了冲焊涂装的汽车制造四大工艺,更是从思维上对传统造车方式的改造。
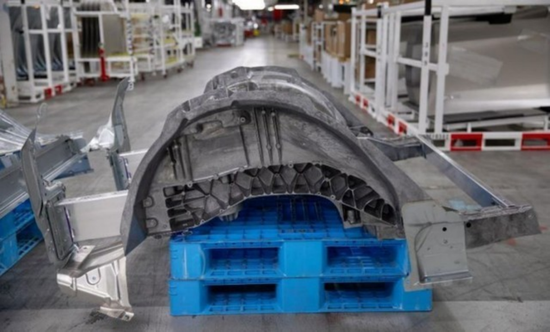
最先采用该技术的后车架原本由70个零件冲压、焊接而成,一体化压铸把它变成了一个零件,制造时间从1-2小时缩短至45秒-2分钟,制造过程减少了300台机器人,同时缩短生产线,节省30%占地面积。人工方面,主流汽车工厂焊装车间要配 200~300 名工人,一体式压铸车间只需要 20-30 名工人。特斯拉官方称一体化压铸技术将给 Model Y节省约 20%制造成本。
也就是说,零部件的70合一有多方面的优势,可以让车身轻量化,节省成本,提高效率,缩短供应链,整车的制造时间和运输时间缩短,减少人工和机器人,提升制造规模。
还有,大型铝合金零部件让回收再利用变得更加简单高效。铝合金代替钢材用于车身的一个缺点是碳排放,从矿山到金属原料,铝的碳排放大约是钢材的4倍左右。铝合金大铸件会让回收利用变得简单高效,从而提升回收利用率,在全生命周期降低碳排放。
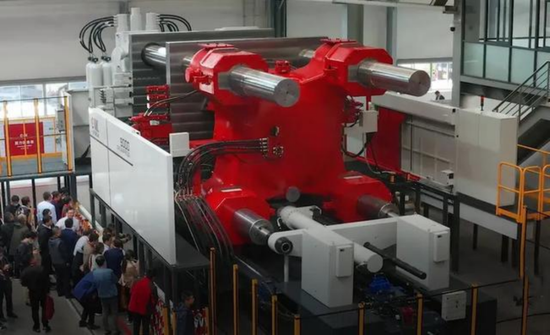
特斯拉的大型压铸机最早在加州工厂落地投产,目前加州工厂2台,上海工厂4台,得州工厂4台,柏林工厂2台、计划再增加6台。该压铸机供应商是意大利的意德拉公司(IDRA),意德拉在2008年被香港力劲集团收购。
Model Y后车架的压铸机锁模力为6000吨,三维尺寸为20米、7.5米、6米,重量410吨。
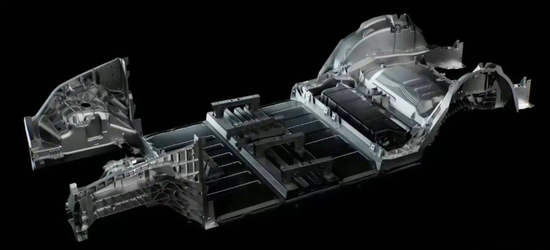
2023年将在得州工厂量产的皮卡车型压铸机为8000吨。未来,特斯拉还计划将前车架&座舱、地板&电池壳也采用一体化压铸工艺,如果全部实现,可以代替原本370多个零部件的冲压焊接,使整车减重10%,续航提升 14%。
外界普遍认为,马斯克的第一性原理和特斯拉2015年12月从苹果挖来顶级材料科学专家查尔斯·柯伊曼(Charles Kuehmann)是推动一体化压铸技术产业化最重要的两股力量。
柯伊曼是美国西北大学材料科学与工程博士,1994年毕业,2年后与导师Gregory Olson教授一起创办了QuesTek公司,担任CEO。QuesTek的愿景是用计算机来设计材料。
2012年,硅谷一家神秘公司收购了QuesTek的技术,从柯伊曼和其他创始人在2012年同时加盟苹果来看,买主应该就是苹果。柯伊曼在苹果的成名作是Mac电脑的一体化铝合金机身。在同等密度下,其材料强度比标准铝合金高60%。
被马斯克挖角后,柯伊曼同时担任特斯拉和SpaceX材料技术副总裁。在此之前,还没有过材料技术负责人担任汽车公司副总裁。在SpaceX,柯伊曼还说服了固执的马斯克用不锈钢代替碳纤维造火箭。
值得一提的是,柯伊曼在2019年当选为美国国家工程院院士。他的导师Olson教授,在2010年就成为了美国国家工程院院士,是业界公认的“材料设计之父”。
最终,马斯克和柯伊曼联手把大型零部件一体化压铸技术带进了汽车制造,代替一部分冲压焊接。
这项新技术已有多家国内外厂商跟进,沃尔沃、大众、奔驰已经见诸报道,国内有蔚来、小鹏、理想、高合这些造车新势力,据说也有广汽、上汽、长安、东风、小康这些传统车企,甚至还有小米这种刚官宣造车一年多的。
理想汽车CEO李想今年2月在轩辕之学巨浪班授课中分析过特斯拉的一体化压铸技术,“特斯拉为什么要做一体式铸造的车身?不是为了降低成本,而是为了提升生产效率。在它眼里成本和效率不是一个概念,效率是说怎么在最短时间内提供足够多的产能,这是它思考的很多、很多问题。上海工厂1300亩地,今年大概能做到80万到90万的产能,这在历史上从来没有出现过的。”
高投入
也有跟李想观点不同的。汽车商业评论记者采访了某合资车企研究院李院长,他认为一体化压铸最显著的贡献让然是降低成本,效率问题也是成本问题。
因为原本是70个钢制零件,就要70套模具,按照常规的主机厂的分工,车身工程师管零件,制造工程师管模具。就算工程师比较能干,一个人管7个零件,就需要10个车身工程师,对应的模具可能也是10个制造工程师管,背后还有采购工程师……一条线下来,这是很大一笔系统成本。
汽车公司的整车BOM表里面,每一个零件就会有一个对应的零件号,因此IT部门管理的BOM表里就是多了70行。假如这70行精简成为1行,从系统角度来看,肯定也有相应的管理效率提升,只是很难定量测算。
李院长指出,特斯拉的革命性在于把成熟的压铸技术用在了如此大型的零部件上,而不是很多人因为特斯拉的几个专利申请就认为其在铝合金材料上也有创新突破,“实际上特斯拉专利里写的合金成分与实际用的并不一样,我们做过分析。也不是他放烟雾,他写专利的时候还没这样干大铸件,可能真正干的时候发现把常用的铸造铝合金适当调整以后更合适制造而已。”
他认为一体化压铸首先的挑战是投资大。
“压铸机、模具、周边设备,一条线我们叫一个压铸岛,加起来光前期要1亿元以上,一副模具1500万元。所以你得算账,假设一天压铸600个零件,不会100%是正品,有比较高的废品率,打个八折甚至七折,折合一天三四百个合格零件,一个月一万多个,一年十多万。一亿的投资,1500万的模具,分母要除以造多少辆车来分摊。我个人感觉一年卖不了5万台的车型这个分摊是很大的,所以它只适合用在爆款车型上,否则成本下不来。”
铸造技术专家赵扬(化名)接受汽车商业评论采访时也算了一笔账。
压铸机国产设备和进口设备价格差异较大,国产9000吨在5000万元到6000万元之间,再加上周边设备,一个岛配置完善一点,总价不会低于1.5亿元。再机上机加工设备的话,两三亿元是很常规的投入。如果全进口设备,估计要三四个亿。
“举个例子,以前有句压铸机口头禅,布勒机一吨一万元,现在可能是一吨7000多,国产的一吨5000多。还没有包括油温机、模具、取件机械手、喷涂机器人,熔炼炉、除气除渣设备、高真空抽气设备,传送带等周边设备。包括上面的吊车也要重新建,以前的吊车适配不了这种大机子,还有空压机,也需要专门定制,所有东西都要全新的。这一串周边设备下来跟主机设备投入基本上1:1了,比如6000万元的主机,周边设备也得6000万元,还没包括模具,公辅施(大的空压站改造,行车改造)。”
模具需要单算,“模具的价格差异主要来自尺寸和重量。模具材料比较稳定,以前长期是一公斤124元,现在涨了点,大概140多元,如果是大尺寸模具材料还要再加价,估计能到150元一公斤。模具差一吨的话就差很多钱,像特斯拉后车架那种规格的也有大有小,总价从800万元到1500万元不等。”
“特斯拉宣传压铸成本比钢板要低,但实际能低多少,其实我有点怀疑。或者可能确实低,目前也不见得低那么多。”赵扬说。
改进中
铸造是比冲压古老得多的工艺,非常成熟,只是在特斯拉以前,压铸只应用在较小的零部件上,比如变速箱壳、电池壳、保险杠,汽车铝合金高压铸件主要市场在动力总成壳体件为主,最大锁模力4500吨、5000吨。锁模力越大,可压铸零件的面积越大。
受访铸造专家告诉汽车商业评论,“按照特斯拉Model Y后车架面积计算,原本应该用8000吨或更大的压铸机。可能是受限于当时只能制造6000、7000吨级压铸机,其实有一点小马拉大车,后面出了比较多铸件问题,合格率比较低。特斯拉的风格是速度第一,条件不成熟也要做这个事情,有问题边走边改,这种快速推进,从市场角度出发,是对的,可以快速占领制高点。因为任何一件事在最开始都不要过分追求完美,那样会失去市场先机,技术完美了,市场没有了,这个技术也就没用了。”
据了解,特斯拉的一体化压铸目前合格率还不够高,“特斯拉一体式压铸合格率很低,随着生产推进和生产熟练度提高,问题点的攻克,估计现在能提高到80%~90%,压铸的好处是不合格件和切边费料都可以回炉,每融化一次有2%~3%的损耗。如果回炉率太高能耗也是一笔不小的开销,用电太贵,一般熔化用天然气,一吨铝得100多立方天然气,保温用天然气和电都有。”
一体化压铸技术必须配备金属熔化炉,将原料铝锭融化后供给压铸机。赵扬介绍,还有一种模式是产业链整合,跟铝锭厂比邻而建,直接运铝水到压铸车间,但距离不能大于90公里。这样可以节约较大的熔化成本,特斯拉工厂周围没有铝厂,只能自己熔炼。
铝锭熔化成铝水后用活塞高压将铝水注入模具,类似打针,这个过程要涂料喷雾器、模温机(为模具保温)、机边炉(为铝水保温)、取件机器、模具温度监控设备、高真空抽气设备等周边设备配合。零件压铸后由传送带输送零件,要进行浇冒口去除,飞边打磨后处理,还需进行无损探伤检测,像是给人体拍X光片,探测内部空洞情况。
该专家称,要充分发挥大型一体化铸造的优势,特斯拉一体化压铸当前主要任务是降低废品率,加快生产节拍和提高生产效率。高压压铸一体式铸件最大优势完全发挥出来还有很长的路要走。
“高压铸造速度太快的话充型过程翻滚紊流大,气体多,铸件内部空洞多,机械性能就差了。太慢充不满型腔,液体在凝固变成固体过程中要热胀冷缩,如果没有足够的补充,冷缩部分会产生缩孔。还有,金属液凝固的时候有一个收缩应力,在模具上模具在给它固定,但换到空气中没有约束了可能会继续应力变形。气缩孔引起材料机械性能弱化和变形都是工艺是高压要着重关注的两个质量问题。”
特斯拉一体化压铸的一大特色是免热处理,其原因就是热处理容易变形。小零件变形了可以做做整形,这么大的零部件整形不现实,目前特斯拉的解决方向是新材料研发,免热处理高强度铝合金材料研发,研发更适合压铸大型零部件的材料。
在压铸技术上非常资深的该专家对特斯拉的思维模式非常赞赏。他认为,大部分的传统设计思路是设计产品和工艺时先考虑现市场上的条件能力,如设备最大吨位多少、能压铸的最大零件有多大,在这些前提下设计。特斯拉是反过来,采用极限思维,零件做多大能实现效果最优就做多大,再反推这么大零件去计算需要什么样的设备,工装和材料,然后在全力和相关工装设备供应商一起开发新设备,匹配的模具和材料,开发全新工艺。这种思路极大促进了产业革新和创造。这样的思维带来传统产业大革新,大变革,颠覆和二次创新。
追随者
特斯拉生产制造的高效率、低成本不只是一体化压铸带来的,而是整个工厂,或者说整个制造体系设计优化带来的。
比如它的组装线是层叠的而不是平面的,再比如特斯拉工厂没有单独的仓储库房,通过设计所有集装箱车都可以直接开入工厂通道,车尾正对生产车间的物料入口大门,物料可以通过装卸车从集装箱车直接到生产线。
目前来看这一系列制造革新中最被广泛学习的还是一体化压铸。匿名铸造专家认为这轮热潮最大的影响可能是让欧美快要死掉的压铸公司重新活过来。
“高度自动化,大型一体式压铸件发展会让欧美铸造企业复活,车架这么大的零部件远洋运输成本很高,因为占空间太大了。大型一体化压铸件只能本地化生产或铸造厂离主装线比较近进行生产。高度自动化让人工成本占比很小,欧美如果自己做压铸,会让很多本地铸造厂复活。以前压铸行业做变速箱壳、发动机缸体,电机壳体,电池壳或其他电器壳体,中国有巨大的成本优势,欧美基本都不做了,中国或者发展中国家做好出口到欧美。”
对中国铸造企业来说更是一大波商机。目前跟进一体化压铸技术的主机厂一般有两种模式,一种是像特斯拉一样购置压铸岛、设计产线自己生产,另一种是和铸造厂合作。
例如蔚来与南通雄邦和重庆美利信合作,由这两家供应商提供ET5的一体化压铸件。南通雄邦母公司文灿集团4月发布的公告中称“一台6000T压铸设备已于去年11月18日完成首次半片式后地板试制,目前试制产品已在知名头部新势力客户整车厂中完成白车身安装下线”指的应该就是项目。
文灿公告还提到公司于2021年继续向力劲科技采购了2台9000吨压铸机,分别在天津和南通工厂各配置一台。目前天津工厂9000吨压铸机已完成安装,处于产品试制阶段。南通工厂9000吨压铸机已经完成地基建设,预计相关设备在今年5月安装调试完毕并在6月为客户超大型一体化车身结构件产品试模。
重庆美利信与蔚来合作的是8800吨的压铸机。
与之配套的还有2021年10 月,国内免热处理铝合金材料生产企业帅翼驰表示其与蔚来联合开发的可用于制造大型压铸件的免热处理铝合金材料已成功得到蔚来验证,将应用于蔚来第二代平台车型。
李院长认为,考虑到一体化压铸件的重量和零件的集成度,将来可能会出现一类“Tier 0.5”类型的供应商。相比于传统的Tier 1零件供应商,Tier 0.5将会是更紧密地和OEM合作,并且将更早地,更有深度地,且多维度地参与整车项目的开发和量产。
还有几家在免热处理铝合金材料上采取校企联合研发:清华大学在和一汽有色研究高强度免热处理铝合金材料,满足一体式大零件压铸的需求。上海交大材料学院和高合汽车共同研发高强度免热处理铝合金材料。
小鹏在一体铸造上采取了采购+自建方式。
小鹏肇庆工厂采购了广东鸿图提供的一体化压铸零部件。在最新的武汉工厂则自建压铸车间,计划5月调试设备、7月压出样件、10月正式投产。小鹏订购的压铸机和广东鸿图为小鹏配套的压铸机均为1.2万吨,目测是目前已知吨位最大的压铸机。
高合的模式稍特殊一些,高合不自己建压铸车间,与拓普集团合作,从设备研发就与拓普合作,自己规划设计整个工艺流程。压铸机为7200吨,已于2022年2月在拓普杭州湾制造基地实现生产。
2022年,将是一体化压铸技术遍地开花之年。
上一篇:2022年5月16日 苏州龙云电气工厂引进镁合金半固态

Copyright © 苏州龙云电气科技有限公司 压铸版权所有 公司地址:苏州市相城区阳澄湖镇 联系电话:0512-66158298-1001 电子邮件:sales@szlypower.com